LAS (WELDING)

Definisi las
Berdasarkan defenisi dari Deutsche Industrie Normen (DIN) dalam Harsono
dkk(1991:1), mendefinisikan bahwa " las adalah ikatan metalurgi pada
sambungan logam paduan yang dilakukan dalam keadaan lumer atau cair ".
Sedangkan menurut maman suratman (2001:1) mengatakan tentang pengertian
mengelas yaitu salah satu cara menyambung dua bagian logam secara
permanen denaga menggunakan tenaga panas. Sedangkan Sriwidartho, Las
adalah suatu cara untuk menyambung benda padat dengan dengan jalan
mencairkannya melalui pemanasan.
Proses pengelasan berkaitan dengan lempengan baja yang dibuat dari kristal besi dan karbon sesuai struktur mikronya, dengan bentuk dan arah tertentu. Lalu sebagian dari lempengan logam tersebut dipanaskan hingga meleleh

Kalau tepi lempengan logam itu disatukan, terbentuklah sambungan. Umumnya, pada proses pengelasan juga ditambahkan dengan bahan penyambung seperti kawat atau batang las. Kalau campuran tersebut sudah dingin, molekul kawat las yang semula merupakan bagian lain kini menyatu.Proses pengelasan tidak sama dengan menyolder dimana untuk menyolder bahan dasar tidak meleleh. Sambungan terjadi dengan melelehkan logam lunak misalnya timah, yang meresap ke pori-pori di permukaan bahan yang akan disambung. Setelah timah solder dingin maka terjadilah sambungan. Perbedaan antara solder keras dan lunak adalah pada suhu kerjanya dimana batas kedua proses tersebut ialah pada suhu 450 derajat Celcius. Pada pengelasan, suhu yang digunakan jauh lebih tinggi, antara 1500 hingga 1600 derajat Celcius.
Jenis jenis las dan macam macam prosesnya
1. Berdasarkan Panas Listrik
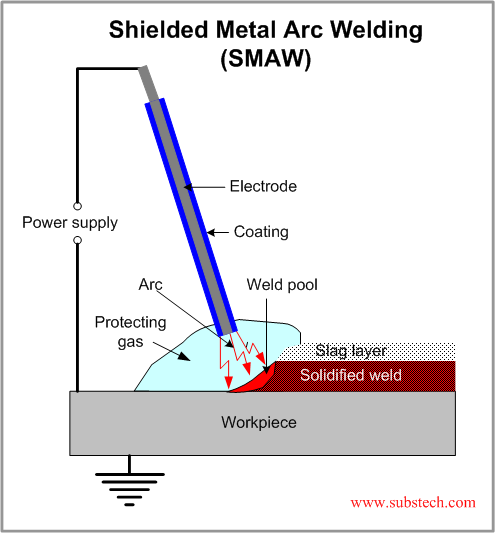
• SMAW (Shield Metal Arch Welding) adalah las busur nyala api listrik terlindung dengan mempergunagakan busur nyala listrik sebagai sumber panas pencair logam. Jenis ini paling banyak dipakai dimana–mana untuk hampir semua keperluan pekerjaan pengelasaan. Tegangan yang dipakai hanya 23 sampai dengan 45 Volt AC atau DC, sedangkan untuk pencairan pengelasan dibutuhkan arus hingga 500 Ampere. Namun secara umum yang dipakai berkisar 80 – 200 Ampere
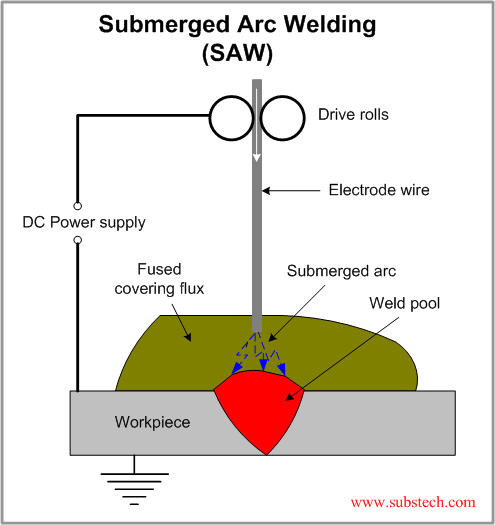
• SAW (Submerged Arch Welding) adalah las busur terbenam atau pengelasan dengan busur nyala api listrik. Untuk mecegah oksidasi cairan metal induk dan material tambahan, dipergunakan butiran–butiran fluks / slag sehingga bususr nyala terpendam di dalam ukuran–ukuran fluks tersebut
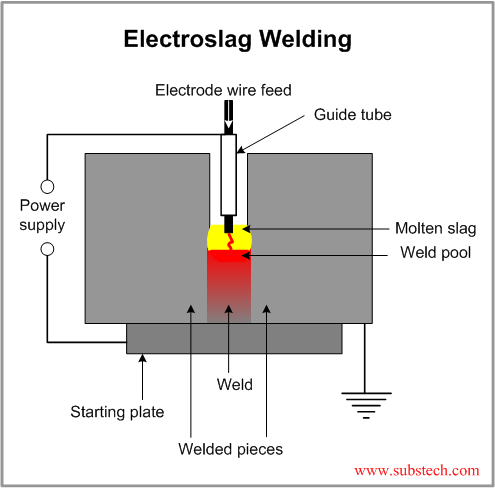
• ESW (Electro Slag Welding) adalah pengelasan busur terhenti, pengelasan sejenis SAW namun bedanya pada jenis ESW busurnya nyala mencairkan fluks, busur terhenti dan proses pencairan fluk berjalan terus dam menjadi bahan pengantar arus listrik (konduktif). Sehingga elektroda terhubungkan dengan benda yang dilas melalui konduktor tersebut. Panas yang dihasilkan dari tahanan terhadap arus listrik melalui cairan fluk / slag cukup tinggi untuk mencairkan bahan tambahan las dan bahan induk yang dilas tempraturnya mencapai 3500° F atau setara dengan 1925° C
• SW (Stud Welding) adalah las baut pondasi, gunanya untuk menyambung bagian satu konstruksi baja dengan bagian yang terdapat di dalam beton (baut angker) atau “ Shear Connector "

• ERW (Electric Resistant Welding) adalah las tahanan listrik yaitu dengan tahanan yang besar panas yang dihasilkan oleh aliran listrik menjadi semakin tinggi sehingga mencairkan logam yang akan dilas. Contohnya adalah pada pembuatan pipa ERW, pengelasan plat–plat dinding pesawat, atau pada pagar kawat
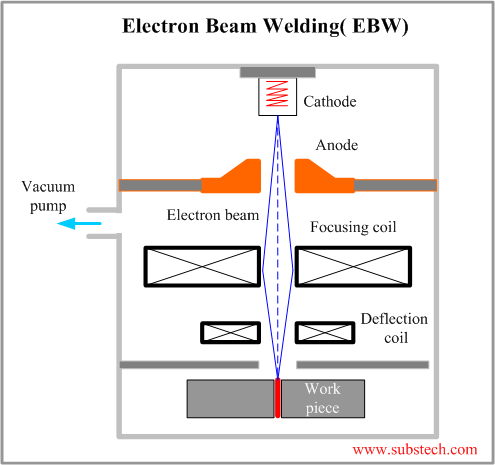
• EBW (Electron Beam Welding) adalah las dengan proses pemboman elektron, suatu pengelasan uang pencairannya disebabkan oleh panas yang dihasilkan dari suatu berkas loncatan elektron yang dimamapatkan dan diarahkan pada benda yang akan dilas. Penelasan ini dilaksanakan di dalam ruang hampa, sehingga menghapus kemungkinan terjadinya oksidasi atau kontaminasi
2. Berdasarkan Panas Listrik dan Gas
• GMAW (Gas Metal Arch Welding) terdiri dari ; MIG (Metal Active Gas) dan MAG (Metal Inert Gas) adalah pengelasan dengan gas nyala yang dihasilkan berasal dari busur nyala listrik, yang dipakai sebagai pencair metal yang di–las dan metal penambah. Sebagai pelindung oksidasi dipakai gas pelindung yang berupa gas kekal (inert) atau CO2. MIG digunakan untuk mengelas besi atau baja, sedangkan gas pelindungnya adalah mengunakan Karbon dioxida CO2. TIG digunakan untuk mengelas logam non besi dan gas pelindungnya menggunakan Helium (He) dan/atau Argon (Ar)

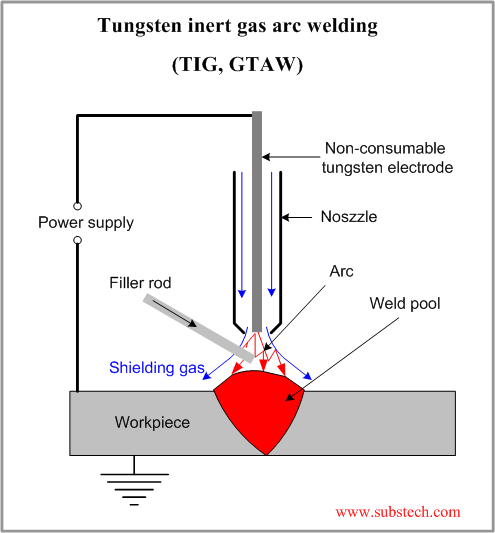
• GTAW (Gas Tungsten Arch Welding) atau TIG (Tungsten Inert Gas) adalah pengelasn dengan memakai busur nyala dengan tungsten/elektroda yang terbuat dari wolfram, sedangkan bahan penambahnyyadigunakan bahan yang sama atau sejenis dengan material induknya. Untuk mencegah oksidasi, dipakai gas kekal (inert) 99 % Argon (Ar) murni
• FCAW (Flux Cored Arch Welding) pada hakikatnya hampir sama dengan proses pengelasan GMAW. Gas pelindungnya juga sama-sama menggunakan Karbon dioxida CO2. Biasanya, pada mesin las FCAW ditambah robot yang bertugas untuk menjalankan pengelasan biasa disebut dengan super anemo

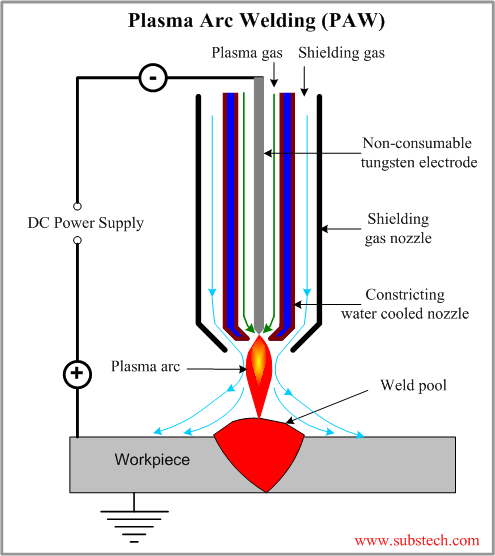
• PAW (Plasma Arch Welding) adalah las listrik dengan plasma yang sejenis dengan GTAW hanya pada proses ini gas pelindung menggunakan bahan campuran antara Argon (Ar), Nitrogen (N) dan Hidrogen (H) yang lazim disebut dengan plasma. Plasma adalah gas yang luminous dengan derajat pengantar arus dan kapasitas termis / panas yang tinggi dapat menampung tempratur diatas 5000° C
3. Berdasarkan Panas Yang Dihasilkan Campuran Gas
• OAW (Oxigen Acetylene Welding) adalah sejenis dengan las karbid / las otogen. Panas yang didapat dari hasil pembakaran gas acetylene (C2H2) dengan zat asam atau Oksigen (O2). Ada juga yang sejenis las ini dan memakai gas propane (C3H8) sebagai ganti acetylene. Ada pula yang memakai bahan pemanas yang terdiri dari campuran gas hidrogen (H) dan zat asam (O2) yang disebit OHW (Oxy Hidrogen Welding)

4. Berdasarkan Ledakan dan reaksi isotermis
• EXW (Explosion Welding) adalah las yang sumber panasnya didapatkan dengan meledakkan amunisi yang dipasang pada suatu mold/cetakan pada bagian tersebut dan mengisi cetakan yang tersedia. Cara ini sangat praktis untuk menyambung kawat baja / wire rope, slenk. Cara pelaksanaannya adalah ujung-ujung tambang kawat dimasukkan ke dalam mold yang telah terisi amunisi selanjutnya serbuk ledak tersebut dinyalakan dengan pemantik api, maka terjadilah reaksi kimia eksotermis yang sangat cepat sehingga menghasilkan suhu yang sangat tinggi sehingga terjadilah ledakan. Ledakan tersebut mencairkan kedua ujung kawat baja yang terdapat didalam mold tadi, sehingga cairan metal terpadu dan mengisi ruangan yang tersedia didalam mold.

Tidak ada komentar:
Posting Komentar