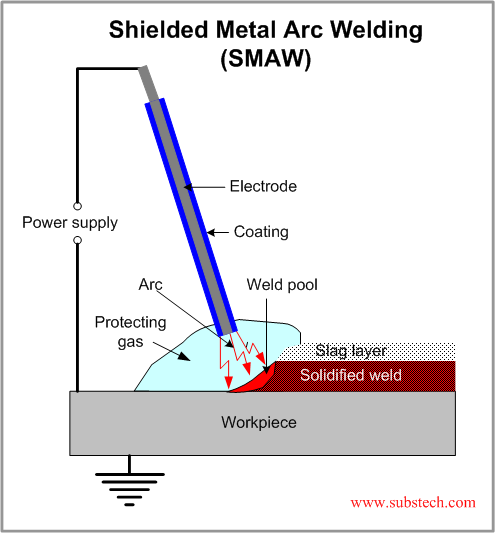
Shielded metal arc welding
SMAW (Shield Metal Arch Welding) adalah las busur nyala api listrik
terlindung dengan mempergunagakan busur nyala listrik sebagai sumber
panas pencair logam. Jenis ini paling banyak dipakai dimana–mana untuk
hampir semua keperluan pekerjaan pengelasaan. Tegangan yang dipakai
hanya 23 sampai dengan 45 Volt AC atau DC, sedangkan untuk pencairan
pengelasan dibutuhkan arus hingga 500 Ampere. Namun secara umum yang
dipakai berkisar 80 – 200 Ampere.
Khas SMAW pengaturan
1 . Welding sumber tenaga ( cocok untuk pekerjaan yang harus dilakukan )
2 . Panjang kabel las yang cocok
3 . Panjang kabel tanah yang cocok
4 . Elektroda pemegang Cocok
5 . Penjepit tanah yang cocok
6 . Covered elektroda ( dicocokkan dengan logam dasar )
7 . Las helm dan peralatan pelindung
Sebuah sumber daya jenis arus konstan yang paling umum digunakan :
ini tersedia dalam AC , AC / DC kombinasi atau output DC dengan
mekanik, listrik , pengendalian solid state , berupa statis atau
dinamis.
Sumber daya yang saat datang dalam berbagai besar output
karakteristik , kapasitas dan kontrol . Mereka bisa menjadi statis atau
dinamis.
Semua kombinasi sumber kekuatan statis AC dan AC / DC memerlukan satu
fase input ( daya utama ) .
Kelas industri biasanya reconnectable pada berbeda
tegangan yaitu 230 , 460 atau 575 , sedangkan mesin masukan terbatas
adalah voltase koneksi tunggal yaitu 208 , 230 atau 575 .
Sebagian besar mesin keluaran DC membutuhkan tiga fase utama
kekuasaan. Ini juga biasanya reconnectable pada berbeda
tegangan .
1 . Welding sumber tenaga ( cocok untuk pekerjaan yang harus dilakukan )
2 . Panjang kabel las yang cocok
3 . Panjang kabel tanah yang cocok
4 . Elektroda pemegang Cocok
5 . Penjepit tanah yang cocok
6 . Covered elektroda ( dicocokkan dengan logam dasar )
7 . Las helm dan peralatan pelindung
Sebuah sumber daya jenis arus konstan yang paling umum digunakan :
ini tersedia dalam AC , AC / DC kombinasi atau output DC dengan
mekanik, listrik , pengendalian solid state , berupa statis atau
dinamis.
Sumber daya yang saat datang dalam berbagai besar output
karakteristik , kapasitas dan kontrol . Mereka bisa menjadi statis atau
dinamis.
Semua kombinasi sumber kekuatan statis AC dan AC / DC memerlukan satu
fase input ( daya utama ) .
Kelas industri biasanya reconnectable pada berbeda
tegangan yaitu 230 , 460 atau 575 , sedangkan mesin masukan terbatas
adalah voltase koneksi tunggal yaitu 208 , 230 atau 575 .
Sebagian besar mesin keluaran DC membutuhkan tiga fase utama
kekuasaan. Ini juga biasanya reconnectable pada berbeda
tegangan .
Untuk mendapatkan pengelasan yang baik harus :
- menggunakan elektroda yang tepat
- jenis arus yang tepat
- jenis polaritas yang tepat untuk arus DC
- hindari gerakan pengelasan kiri kanan selama mengelas
- bentuk busur arus yang pendek, lakukan pengelasan secara mantap dan teratur
- laju pengelasan yang sesuai dengan kecepatan elektroda yang mencair.
- elektrode membeku / pengelasan terhenti
- bentuk kampuh las yang jelek
- busur arus las yang jelek karena mengembang
- Sedang selaput elektrode / fluks umumnya terbuat dariserat
kayu/sellulosa - titanium oksida
- titanium + senyawa basa
- Mn + Fe + Si
- Besi oksida
- CaCO3, yang akan membentuk jebnis-jenis elektrode berupa type : E, R, ER, EC, EW, B, RB, RG dan F.
- sifat dari bahan yang akan dilas
- posisi pengelasan
- type sambungan
- jumlah pengelasan
- kerapatan sambungan pengelasan
- jenis arus yang tersedia.